75/10 Đường Xuân Thới Thượng 9, Xã Bà Điểm
0945400333
75/10 Đường Xuân Thới Thượng 9, Xã Bà Điểm
0945400333





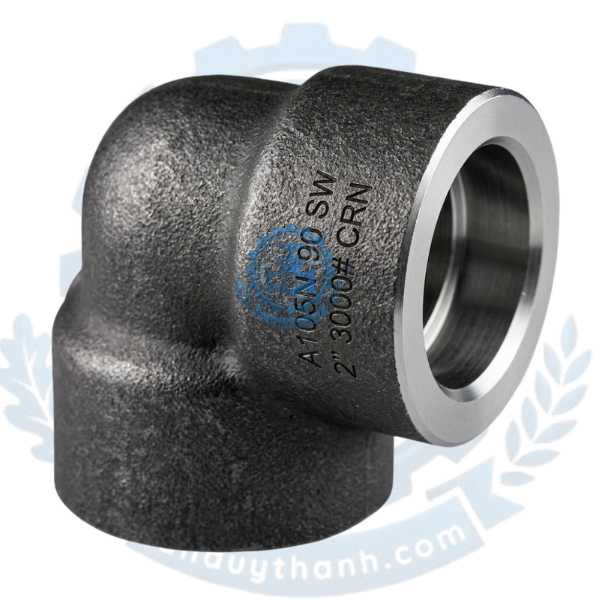



Co - Lơi - Chếch Thép A105 Hàn Lồng
Thông Số Kỹ Thuật Chính Của Co Lơi
Tên sản phẩm: Co - Lơi - Chếch thép A105 hàn lồng (Socket Weld Elbow).
Vật liệu chế tạo: Thép rèn carbon cao cấp ASTM A105.
Kích thước tiêu chuẩn: Từ DN15 (1/2") đến DN100 (4").
Góc chuyển hướng lưu chất: 90 độ (Co vuông) và 45 độ (Lơi/Chếch).
Tiêu chuẩn độ dày và áp lực: Class 3000, Class 6000, Class 9000.
Kiểu kết nối: Hàn lồng áp lực (Socket Weld - SW).
Tiêu chuẩn thiết kế kỹ thuật: ASME B16.11, MSS SP-79.
Nhiệt độ vận hành liên tục: Chịu nhiệt từ -29°C đến 425°C.
Áp suất thử nghiệm tĩnh: Lên đến hơn 200 bar (tùy theo Class).
Môi trường ứng dụng chất lưu: Khí nén, hơi nóng, xăng dầu, hóa chất.
Co - Lơi - Chếch thép A105 hàn lồng (tên tiếng Anh chuyên ngành là Socket Weld Forged Carbon Steel Elbow) là dòng phụ kiện cơ khí cao cấp được chế tạo thông qua quy trình gia công áp lực (rèn nóng). Bản thân vật liệu ASTM A105 sau khi trải qua công đoạn rèn sẽ triệt tiêu hoàn toàn các lỗ rỗng hay bọt khí bên trong cấu trúc phân tử, đem lại những tính năng vô cùng vượt trội:
Độ bền cơ học vượt trội: Khác với các dòng phụ kiện thép đúc thông thường, kết cấu thép rèn A105 giúp sản phẩm chịu được ứng suất kéo và lực tác động cơ học cực lớn từ sự rung lắc của hệ thống máy bơm hoặc máy nén áp lực cao.
Khả năng định hình dòng chảy hoàn hảo: Bề mặt lòng trong của sản phẩm được gia công bóng mịn, giảm thiểu tối đa hệ số ma sát giúp lưu chất lưu thông mượt mà, hạn chế sự sụt giảm áp suất tại các điểm bẻ cua góc.
Khả năng chịu nhiệt và áp suất khốc liệt: Với cấu trúc thành ống rất dày theo tiêu chuẩn Class 3000 hay Class 6000, sản phẩm không bị biến dạng hay giãn nở nhiệt dưới tác động của nhiệt độ tiệm cận mức 425°C.
Trong thiết kế đồ án kỹ thuật đường ống, việc di chuyển dòng chất lưu theo một đường thẳng tuyến tính là điều không thể. Do đó, dòng sản phẩm co, lơi, chếch hàn lồng này đóng vai trò quyết định cấu trúc hình học của toàn hệ thống:
Điều hướng linh hoạt tuyến ống công nghiệp:
Co vuông (90 Degree Elbow): Tác dụng chuyển hướng dòng chảy một góc chính xác 90 độ tại các góc tường, góc bệ máy.
Lơi/Chếch (45 Degree Elbow): Giúp chuyển hướng mềm mại hơn ở góc 45 độ, giảm xung lực của dòng chất lưu tác động lên thành ống so với góc vuông.
Tạo mối nối đồng nhất, chống rò rỉ tuyệt đối: Nhờ phương pháp hàn lồng (Socket Weld), phụ kiện bao bọc kín lấy đầu ống, ngăn chặn hoàn toàn nguy cơ rò rỉ hóa chất độc hại hay khí gas dễ cháy ra môi trường bên ngoài.
Giảm tải trọng cho các mối hàn: Thiết kế phần gờ (vai) chịu lực bên trong lòng phụ kiện giúp nâng đỡ đầu ống, chia sẻ bớt ứng suất uốn cho mối hàn điền đầy bên ngoài.

| Ký hiệu Thông số | Chi tiết Tiêu chuẩn Kỹ thuật |
| Dòng sản phẩm | Co 90° / Lơi (Chếch) 45° hàn lồng áp lực |
| Tiêu chuẩn Vật liệu | Thép rèn Carbon ASTM A105 (Forged Carbon Steel) |
| Dải kích thước (Size) | DN15, DN20, DN25, DN32, DN40, DN50, DN65, DN80, DN100 |
| Áp lực làm việc (Rating) | Class 3000 (3000 Lbs) / Class 6000 / Class 9000 |
| Kiểu kết nối ống | Hàn lồng áp lực (Socket Weld - SW) |
| Tiêu chuẩn thiết kế | ASME B16.11 / MSS SP-79 / BS 3799 |
| Xử lý bề mặt thân | Phủ dầu chống rỉ (Anti-rust oil) hoặc Mạ kẽm nhúng nóng |
| Chứng chỉ đi kèm | CO (Xuất xứ), CQ (Chất lượng), Mill Test Report |
Nhìn từ bên ngoài, sản phẩm có kết cấu rất dày dặn, vuông vức và thô ráp đặc trưng của phôi thép rèn áp lực. Cấu tạo chi tiết bên trong bao gồm:
Được dập nóng nguyên khối từ mác thép ASTM A105. Độ dày thành phần thân luôn tuân thủ nghiêm ngặt theo các bảng quy chuẩn kích thước của ASME B16.11 để chịu được áp suất định mức siêu cao.
Tại các đầu kết nối, lòng phụ kiện được khoét sâu vào tạo thành một khoảng trống (hốc lồng) có đường kính trong vừa vặn với đường kính ngoài của ống dẫn (OD).
Phần chuyển tiếp giữa hốc lồng ống và lỗ thoát lưu chất chính là một chiếc gờ chặn tròn bên trong. Gờ này có tác dụng giới hạn độ sâu khi đút ống vào, giúp cố định vị trí định hình chính xác trước khi tiến hành chấm hàn.

Sản phẩm hoạt động như một cấu kiện tĩnh định hình dòng chảy công nghiệp. Khi lưu chất áp lực cao (ví dụ dòng khí nén 40 bar hoặc hơi quá nhiệt) chuyển động dọc theo đường ống dẫn chính và đâm vào hốc của Co hoặc Chếch, dòng chảy sẽ đập vào vách cong của phụ kiện.
Lúc này, vách thép rèn A105 có độ dày lớn sẽ hấp thụ toàn bộ lực xung kích từ áp suất động của dòng lưu chất, ép dòng chảy phải bo cua theo góc 45 độ hoặc 90 độ để tiếp tục hành trình. Nhờ mối nối hàn lồng bền vững quanh chu vi ống, áp suất hệ thống không thể bóc tách hay làm biến dạng điểm liên kết này, đảm bảo tính toàn vẹn cơ học liên tục.
Nhờ đặc tính chịu tải trọng áp lực cực hạn, dòng phụ kiện này là lựa chọn không thể thay thế trong các môi trường kỹ thuật khắt khe:
Nhà máy lọc dầu và hóa chất: Nơi lưu chất là dầu thô, xăng hoặc các dung môi hữu cơ có tính bắt lửa cao và vận hành ở áp suất lớn.
Hệ thống lò hơi, nồi hơi và turbine hơi nóng: Ứng dụng phổ biến trong các nhà máy nhiệt điện, dệt nhuộm nhờ khả năng kháng giòn và chịu nhiệt độ cao lên đến hơn 400°C của thép A105.
Hệ thống khí nén và thủy lực áp lực cao: Sử dụng trong các trạm nén khí công nghiệp, hệ thống điều khiển thủy lực của các dàn khoan hoặc máy móc hạng nặng.
Kỹ thuật hàn lồng (Socket Weld) yêu cầu độ chuẩn xác cao trong thao tác để tránh hiện tượng nứt mối hàn do ứng suất nhiệt. Quy trình chuẩn bao gồm các bước sau:
1.Cắt và vệ sinh đầu ống:Chuẩn bị bề mặt.
Cắt vuông góc đầu ống dẫn bằng máy cắt chuyên dụng. Dùng dũa hoặc máy mài để làm sạch ba-via (phôi thừa), lau sạch dầu mỡ và bụi bẩn bám ở cả đầu ống lẫn hốc lồng của phụ kiện.
2.Đo độ sâu và tạo khoảng hở co giãn (Expansion Gap):Bước kỹ thuật cốt lõi.
Đút ống kịch sàn vào trong hốc lồng cho chạm vào gờ chặn, sau đó đánh dấu vạch trên thân ống. Rút ngược ống ra khoảng 1.5mm (1/16 inch) so với vạch đánh dấu. Khoảng hở này là bắt buộc để ống có không gian giãn nở nhiệt khi hàn và khi chạy lưu chất nóng, tránh làm nứt vỡ mối hàn.
3.Chấm hàn định vị (Tack Welding):Định hình cấu trúc.
Tiến hành chấm từ 2 đến 4 điểm hàn đối xứng quanh chu vi để cố định góc thẳng của ống và phụ kiện, kiểm tra lại độ đồng tâm bằng thước đo góc.
4.Hàn điền đầy hoàn thiện (Fillet Weld):Hoàn thành liên kết.
Thực hiện kỹ thuật hàn Fillet xung quanh phần tiếp giáp giữa miệng hốc phụ kiện và thân ống. Nên hàn từ 2 đến 3 lớp để đảm bảo mối hàn dày dặn, kín khít hoàn toàn. Sau khi hàn xong, để nguội tự nhiên, tuyệt đối không làm nguội đột ngột bằng nước.
Mặc dù rất bền, hệ thống vẫn có thể phát sinh lỗi nếu quá trình thi công hoặc vận hành không đạt chuẩn:
Nguyên nhân: Do người thợ không tạo khoảng hở 1.5mm khi lắp đặt, dẫn đến việc khi hàn nhiệt độ cao làm ống nở ra kích chặt vào gờ chặn sinh ra nội ứng suất phá hủy mối hàn. Hoặc do dòng điện hàn quá yếu gây thiếu ngấu.
Cách khắc phục: Dùng máy mài cắt bỏ lớp mối hàn lỗi, vệ sinh sạch sẽ xỉ hàn, căn chỉnh lại khoảng hở co giãn 1.5mm và tiến hành hàn lại bằng que hàn chịu lực chất lượng cao.
Nguyên nhân: Lớp dầu bảo vệ ban đầu bị trôi mất do thời tiết ẩm ướt hoặc môi trường nhà máy có hơi axit mặn mà không được sơn phủ bảo vệ.
Cách khắc phục: Dùng bàn chải sắt hoặc máy đánh rỉ làm sạch bề mặt, sau đó sơn một lớp sơn lót chống rỉ (sơn kẽm) và sơn màu hoàn thiện để bảo vệ cấu kiện bền lâu.
Nếu quý khách hàng đang tìm kiếm một đối tác cung ứng vật tư đường ống áp lực uy tín cho công trình của mình, Van Duy Thành chính là câu trả lời tin cậy nhất. Chúng tôi chuyên nhập khẩu trực tiếp và phân phối số lượng lớn các dòng Co - Lơi - Chếch thép rèn A105 hàn lồng tiêu chuẩn Class 3000, Class 6000 từ các thương hiệu danh tiếng của Hàn Quốc, Đài Loan và Trung Quốc.
Tất cả sản phẩm do Van Duy Thành cung cấp đều có đầy đủ hóa đơn, chứng chỉ kiểm định chất lượng nghiêm ngặt, cam kết đem lại sự an toàn tuyệt đối cho công trình của bạn. Đội ngũ kỹ thuật viên giàu kinh nghiệm của chúng tôi luôn sẵn sàng hỗ trợ tư vấn giải pháp bóc tách bản vẽ tối ưu nhất.
Hotline, Zalo: 0945.400.333
Gmail: duythanhbadiem@gmail.com
► XEM THÊM: Van Cầu Hơi Thép Rèn A105 FBV Nối Ren

















